
Progressive die-stamping
What appears to be the simplest thing from the outside often requires the most expertise. This applies to development as well as production. Progressive tools combine the very different technical processes from the areas of conversion and pressing techniques. But progressive die-stamping is more than just simply combining two techniques.
It’s because precisely when several procedures and processes have to take place progressively, the individual tools must work precisely and all the production steps must be geared perfectly to each other. Only in this way can the highest quality of the component be guaranteed reliably as an end-product.
The requirements of the tool and the machines are therefore correspondingly high. Progressive processes require:
-
Precise stamping depths
-
Very tight stamping tolerance
-
Absolutely precise arrangement of guide pins
-
High repeatability accuracy
-
Precise bending angles
The procedure and set-up of the progressive tool
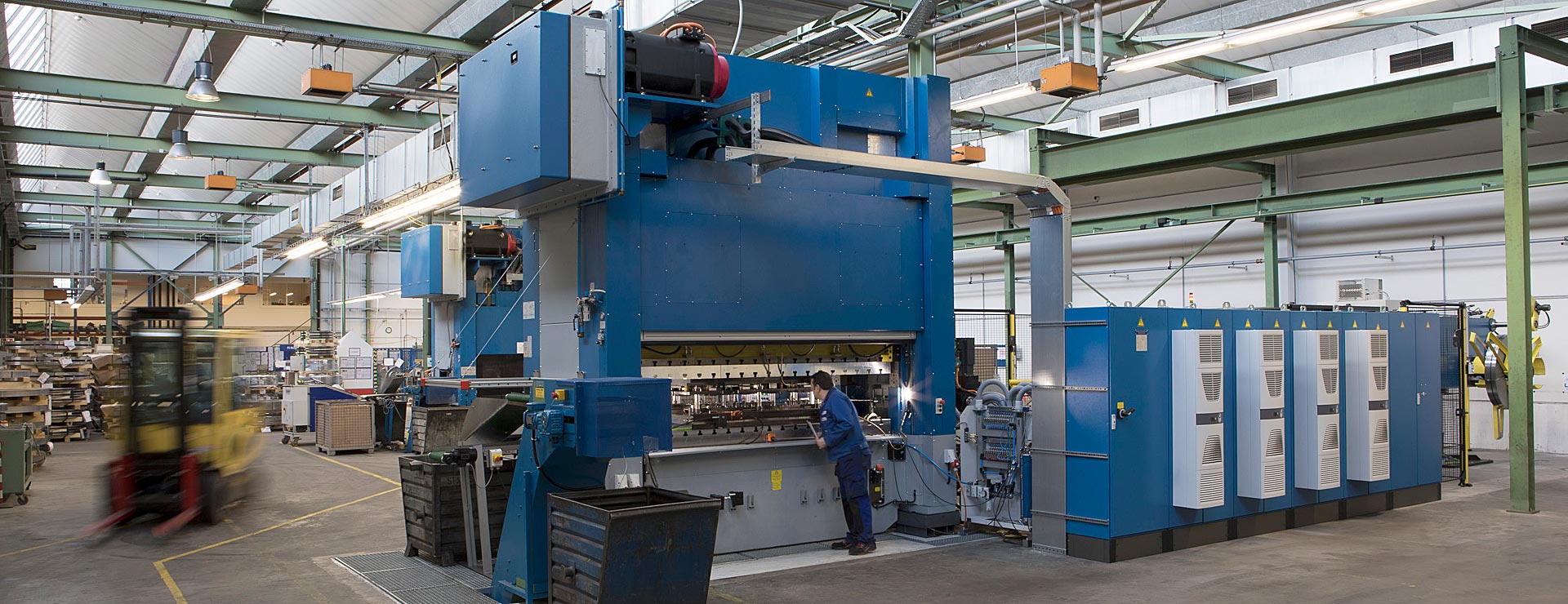
Progressive die-stamping is ideal for the processing and manufacturing of very complex metal parts in high numbers of units. The combination of the processes of cutting, bending, embossing and conversion in several work steps enables us at Vogt to process large quantities of metal coils quickly and if necessary cost-effectively for you.
These aspects, also with regard to the cost-effectiveness of production, lead to a broad spectrum of areas of application. Progressive tools are above all used in large-scale manufacturing industries such as the automobile, electronic or household appliance industry to keep the component costs as low as possible.
Several stations and processes are arranged after each other during progressive die-stamping, which leads to one or more operations on the component per station. The metal strip is wound from one coil at the start, flattened and fed into the progressive tool. The metal is then sequentially processed into the tool itself with a previously determined feed length, i.e. the individual process stages are stipulated.
Work processes take place in the following work stages step by step for example:
-
Perforating
-
Tapering
-
Die-stamping
-
Bending
-
Embossing
-
Conversion