
Stanzen im Folgeverbund
Das nach außen am einfachsten wirkende benötigt oft am meisten Expertise. Das gilt in der Entwicklung wie auch in der Produktion. Folgeverbundwerkzeuge vereinen die technisch sehr unterschiedlichen Verfahren aus den Bereichen der Umform- und Stanztechnik. Aber Stanzen im Folgeverbund ist mehr als nur simples kombinieren zweier Techniken.
Denn gerade, wenn mehrere Verfahren und Prozesse im Folgeverbund ablaufen, müssen die einzelnen Werkzeuge exakt arbeiten und alle Produktionsschritte perfekt aufeinander abgestimmt werden. Nur so kann zuverlässig die höchste Qualität des Bauteils als Endprodukt garantiert werden.
Die Anforderungen an das Werkzeug und die Maschinen sind dementsprechend hoch. Das Folgeverbund-Verfahren erfordert:
-
Präzises Prägetiefen
-
Sehr enge Stanztoleranz
-
Punktgenaue Anordnung von Führungsstiften
-
Hohe Wiederholgenauigkeit
-
Genaue Biegewinkel
Ablauf und Aufbau des Folgeverbundwerkzeugs
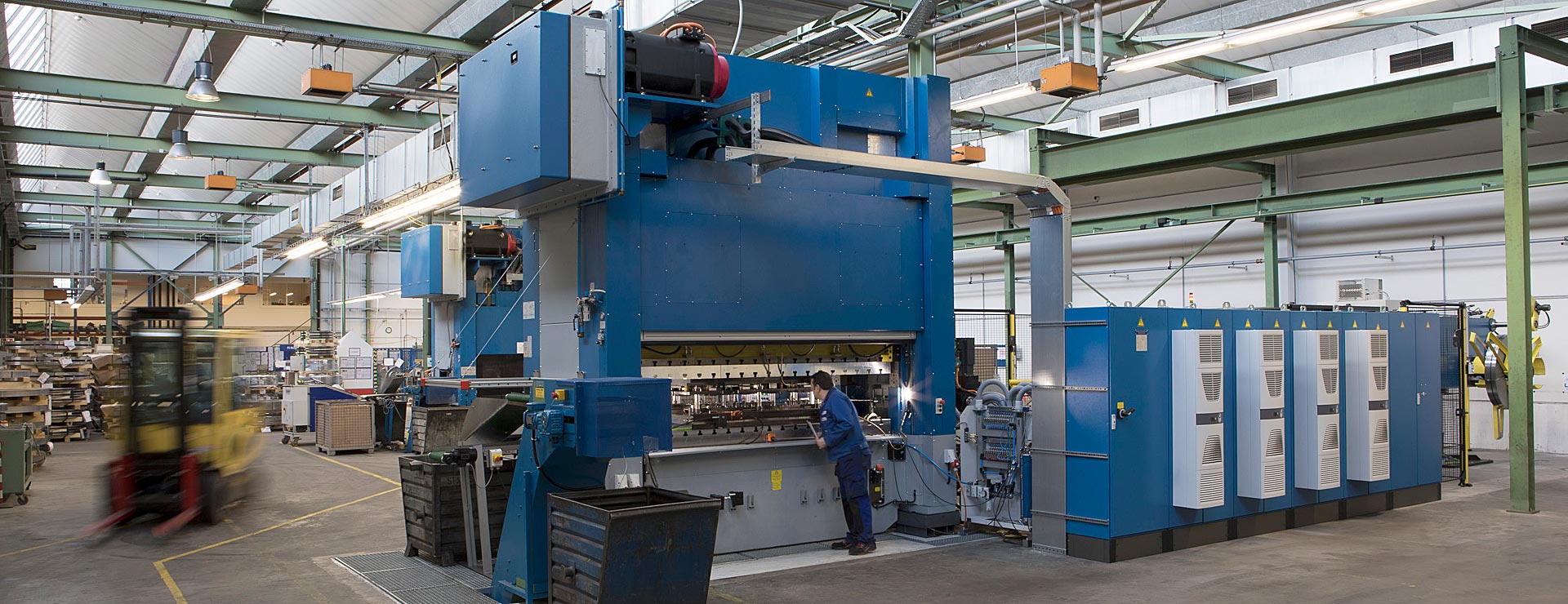
Das Stanzen im Folgeverbund ist ideal für die Bearbeitung und Herstellung sehr komplexer Blechteile in hohen Stückzahlen. Die Kombination der Prozesse von Schneiden, Biegen, Prägen und Umformen in mehreren Arbeitsschritten erlaubt es uns bei Vogt, große Mengen an Blechcoils schnell und ohne Umstände kostengünstig für Sie zu verarbeiten.
Diese Aspekte, auch im Hinblick auf die Wirtschaftlichkeit der Produktion, führen zu einem breiten Spektrum an Einsatzbereichen. Folgeverbundwerkzeuge sind vor allem für groß produzierenden Industrien wie der Automobil-, Elektronik- oder Haushaltsgeräteindustrie im Einsatz, um die Bauteilkosten so gering wie möglich zu halten.
Mehrere Stationen und Prozesse sind beim Stanzen im Folgeverbund aneinandergereiht und führen so stationsweise eine oder mehrere Operationen am Bauteil aus. Der Blechstreifen wird zum Start von einem Coil abgewickelt, plan gerichtet und in das Folgeverbundwerkzeug eingeführt. Im Werkzeug selbst wird das Blech anschließend um eine zuvor festgelegte Vorschublänge durchgetaktet, d.h. die einzelnen Prozessabschnitte werden festgelegt.
In den folgenden Arbeitsschritten passieren Schritt für Schritt Arbeitsvorgänge wie zum Beispiel:
-
Lochen
-
Ausklingen
-
Stanzen
-
Biegen
-
Prägen
-
Umformen